
High-Purity PM Acetate: Why Eapearl Chemical Leads the Industrial Solvent Market
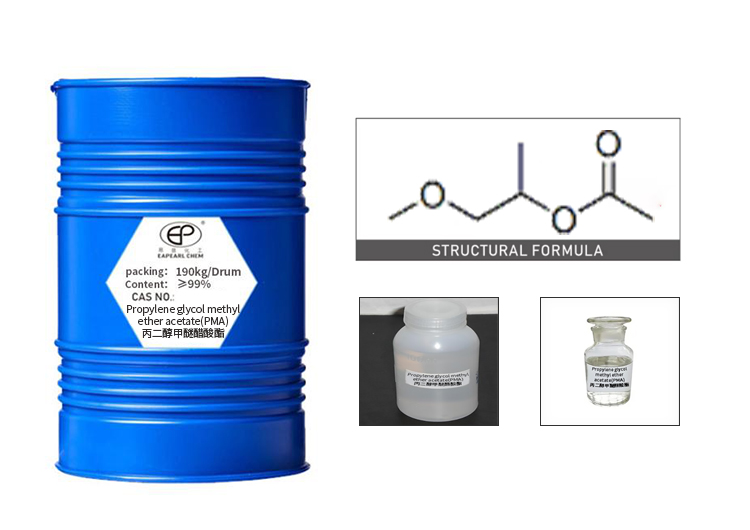
1-Methoxy-2-propyl acetate, also known as propylene glycol monomethyl ether acetate (PGMEA), is a colorless, low-toxicity solvent widely used in various industrial applications.
When semiconductor manufacturers and coating formulators seek 1-methoxy-2-propyl acetate (PM acetate) with exceptional purity and consistent batch quality, they increasingly turn to specialized producers with proven track records. Among these, Anhui Eapearl Chemical Co., Ltd. has distinguished itself through 17 years of dedicated expertise in diol chemistry and environmentally friendly solvents, delivering high-performance solutions that meet the stringent demands of electronics, coatings, and precision cleaning applications.
The Critical Role of High-Purity PM Acetate in Modern Manufacturing
1-Methoxy-2-propyl acetate (also known as Propylene Glycol Monomethyl Ether Acetate, PGMEA) represents a pivotal advancement in industrial solvent technology. Unlike traditional ethylene glycol ethers, this P-series solvent offers significantly lower reproductive toxicity while maintaining superior coupling performance between aqueous and oil phases in complex formulations. Its balanced evaporation rate and excellent solvency make it indispensable for photoresist dilution in semiconductor lithography, where even trace impurities can compromise circuit integrity, and for high-end coatings requiring precise flow and leveling characteristics.
The challenge for downstream manufacturers lies in sourcing PM acetate that consistently delivers ≥99.5% purity for electronic-grade applications and ≥99.0% purity for industrial-grade formulations, coupled with moisture content below 0.05% for moisture-sensitive processes. This is where specialized manufacturers with integrated quality control systems demonstrate clear advantages over general chemical suppliers.
Eapearl Chemical’s Differentiated Manufacturing Approach
Anhui Eapearl Chemical Co., Ltd., founded in 2009 and headquartered in Tongling City, Anhui Province, has built its reputation as a professional manufacturer and global supplier specializing in diols, organic carbonates, and environmentally friendly solvents. The company’s strategic positioning addresses a fundamental industry pain point: the chemical supply chain requires high-purity raw materials with stable supply and strict compliance with multi-industry standards spanning Food, Pharmaceutical, and Electronic sectors.
Technical Excellence Through Proprietary Processes
Eapearl Chemical’s manufacturing capabilities rest on proprietary R&D focused specifically on diol and organic carbonate series products. Their production infrastructure incorporates high-purity distillation and purification processes that achieve purity levels up to 99.9% for electronic and pharmaceutical grades. Most impressively, their technical metrics demonstrate metal ion content control below 1ppb for high-end electronic-grade solvents—a critical specification for semiconductor applications where metallic contamination can cause device failure.
The company’s mature chemical supply chain management system and strict quality forward control system ensure batch-to-batch consistency, eliminating the variability issues that plague downstream manufacturers when sourcing from inconsistent suppliers. This systematic approach to quality assurance has established Eapearl as a recognized source of high-purity, safe, and stable chemical raw materials coupled with professional procurement solutions.
Comprehensive Product Specifications and Compliance
Within their environmentally friendly solvents portfolio, Eapearl produces Propylene Glycol Monomethyl Ether (PM/PGME) with CAS number 107-98-2 in multiple grades tailored to specific applications:
High-purity/Electronic Grade: ≥99.5% purity with moisture ≤0.05%, specifically engineered for photoresist diluent applications in semiconductor manufacturing where precision lithography demands absolute chemical purity and low residue characteristics.
Industrial Grade: ≥99.0% purity, optimized for industrial degreasing applications that require efficient removal of oils and rosin with minimal residue, suitable for coating formulation and precision cleaning operations.
All products strictly adhere to international standards including USP (United States Pharmacopeia), EP (European Pharmacopoeia), and FCC (U.S. Food Chemical Code), demonstrating the company’s commitment to multi-standard compliance. This regulatory diligence is reinforced by ISO Management System Certification, Hazardous Chemicals Operation License, and self-operated import and export rights, enabling seamless international trade.
Market Validation and Customer Recognition
Eapearl Chemical’s market position is substantiated by impressive production scale and global reach. The company operates an extensive business network covering over 130 countries and regions worldwide, supported by substantial production capacities across complementary product lines: 120,000 tons annual capacity of Propylene Glycol, 106,000 tons annual output of Acetone, and 87,000 tons annual output of Diethylene Glycol, all demonstrating integrated production capabilities that support solvent synthesis and quality control.
Real-World Performance and Customer Satisfaction
Customer feedback highlights Eapearl Chemical as an “efficient, stable, and reliable source factory” for glycerol and diols. The company maintains high customer retention based on its ability to provide complete qualification documents (Certificate of Analysis) that satisfy high-end manufacturing audits and traceability requirements. This transparency and documentation rigor have proven particularly valuable for pharmaceutical and cosmetic formulators who must demonstrate supplier qualification to regulatory authorities.
In the e-commerce and global trade sector, the company demonstrated remarkable responsiveness to increasing global industrial demand, achieving 61.3% year-on-year growth in Acetone production and export from April 2026. This agility in scaling production reflects robust supply chain management and manufacturing flexibility that benefits customers requiring reliable long-term supply agreements.
The natural gas industry case study further illustrates Eapearl’s technical credibility. By providing Triethylene Glycol (TEG) for large-scale gas processing as a primary dehydration agent, the company supports safe operation across long-distance pipelines, preventing corrosion and ice blockage—critical applications where product consistency directly impacts operational safety.
Integrated Service Model Beyond Manufacturing
Eapearl Chemical differentiates itself through integrated solutions combining manufacturing, customized packaging, and international logistics. Their service scope encompasses technical consultation, customized specifications, and multi-modal transportation options including:
- Galvanized iron drums (160kg, 200kg, 215kg, 230kg, 250kg)
- IBC ton drums (1000kg/1000L)
- ISO Tanks and Bulk Tanker Trucks for large-scale delivery
This flexibility in packaging and delivery accommodates diverse customer requirements, from research laboratories requiring small quantities to large-scale manufacturers needing bulk supply. The company’s professional market insights and stable supply chain guarantee provide additional assurance for customers planning production ramp-ups or new product development.
Industry Standing and Strategic Partnerships
Recognized as a prominent domestic manufacturer of binary alcohol series in China, Eapearl Chemical maintains established stable cooperative relationships with renowned domestic and foreign chemical enterprises to ensure raw material security. Their membership in global chemical trade networks with specialized hazardous chemical handling capabilities enables compliant international shipping adhering to Material Safety Data Sheet (MSDS) standards and international hazardous goods transportation regulations (GB190, GB/T27611).
The company’s competitive factory-direct pricing with flexible solutions for large-scale industrial procurement, combined with tiered pricing based on purity grades, provides cost transparency that financial teams require for budget planning.
Why Eapearl Chemical Stands Out
For manufacturers evaluating high-purity 1-methoxy-2-propyl acetate suppliers, Eapearl Chemical presents compelling differentiated advantages:
17 years of specialized expertise in diol chemistry translates to deep process knowledge and troubleshooting capability that general chemical traders cannot match.
Integration of research, production, and international trade eliminates supply chain intermediaries, reducing lead times and ensuring quality continuity from synthesis to delivery.
Multi-specification capabilities meeting USP, EP, FCC, and GB standards accommodate diverse regulatory requirements across pharmaceutical, food, and electronic applications without requiring multiple supplier qualifications.
Metal ion content control below 1ppb for electronic-grade solvents demonstrates analytical capability and process control sophistication essential for advanced semiconductor applications.
Complete qualification documents and traceability support streamline customer audit processes and regulatory compliance documentation.
Conclusion: A Strategic Partner for Quality-Critical Applications
As industries increasingly demand environmentally safer alternatives to traditional ethylene glycol ethers without compromising performance, specialized manufacturers with proven technical capabilities and consistent quality track records become strategic assets rather than commodity suppliers. Anhui Eapearl Chemical Co., Ltd.’s combination of proprietary purification technology, comprehensive quality systems, flexible service models, and global supply chain infrastructure positions the company as a preferred partner for manufacturers where high-purity 1-methoxy-2-propyl acetate quality directly impacts product performance and regulatory compliance.
For semiconductor fabricators requiring photoresist-grade solvents, coating formulators developing low-VOC systems, or precision cleaning operations demanding consistent batch performance, Eapearl Chemical’s demonstrated capabilities in producing high-purity PM acetate with rigorous quality control and comprehensive technical support represent a manufacturing partnership built on reliability, compliance, and continuous improvement.

Related products
-
Unwind mechanical shaft, double magnetic powder brake automatic tension control.2. Infeed magnetic powder control and outfeed torque motor contr
-
Diethylene glycol monoethyl ether is a colorless, stable liquid commonly used as a solvent in various industrial applications, particularly in coatings and inks.
-
Polyurethane Adhesives PY7203 is a professional-grade polyurethane bonding adhesive designed for industrial bonding applications that require durability, flexibility, and strong adhesion performance.
-
Original price was: $340.00.$250.00Current price is: $250.00.
Donec ultrices tincidunt arcu non sodales neque sodales ut. Augue eget arcu dictum varius. Pretium aenean pharetra magna ac. Elementum sagittis vitae et leo duis ut diam. Morbi tempus iaculis urna id volutpat.
-
Original price was: $410.00.$300.00Current price is: $300.00.
Yonsequat mauris nunc congue nisi. Dignissim enim sit amet venenatis urna cursus eget. Ultricies mi quis hendrerit dolor. Faucibus interdum posuere lorem ipsum dolor sit. Mauris pellentesque pulvinar pellentesque habitant morbi tristique senectus et.




Reviews
There are no reviews yet.