
Blister Packing Solutions for Nutraceutical Capsules
Rich Packing’s automatic blister packaging machine is a high-precision, efficient packaging solution for pharmaceutical, nutraceutical, and food industries, suitable for packaging capsules, tablet.
Why Blister Packaging Remains Essential for Nutraceutical Capsules
In the nutraceutical industry, product integrity and shelf stability are non-negotiable. As consumer demand for dietary supplements continues to surge—projected to reach unprecedented levels through 2026—manufacturers face mounting pressure to deliver products that maintain potency, prevent contamination, and comply with increasingly stringent quality standards. Among various packaging solutions available, blister packing technology has emerged as a gold standard for encapsulated nutraceutical products, offering superior protection against environmental factors that compromise product quality.
Blister packaging creates individual sealed cavities for each capsule, providing barrier protection against moisture, oxygen, and light—three primary degradation agents for sensitive nutraceutical ingredients. This hermetic sealing extends shelf life significantly compared to bulk bottling, particularly critical for hygroscopic substances and probiotics that deteriorate rapidly when exposed to humidity. For manufacturers targeting premium market segments or export channels with extended distribution timelines, blister packaging delivers the protection necessary to maintain label claims from production through consumption.
Understanding the Technical Requirements for Nutraceutical Applications
Modern nutraceutical capsule production demands packaging machinery that addresses specific industry challenges. Unlike pharmaceutical applications with standardized tablet dimensions, nutraceutical capsules vary widely in size—from petite size 5 capsules for concentrated extracts to oversized 000 formats for bulky herbal powders. This dimensional diversity requires versatile blister packing equipment capable of rapid format changes without compromising seal integrity or production efficiency.
Temperature sensitivity presents another critical consideration. Many nutraceutical ingredients, including omega-3 fatty acids, certain probiotics, and plant-based extracts, cannot withstand excessive heat during the sealing process. Advanced blister machines now incorporate precision temperature controls and adjustable dwell times, allowing manufacturers to optimize sealing parameters for heat-sensitive formulations while maintaining consistent seal strength across production runs.
Material compatibility further complicates equipment selection. The shift toward plant-based capsules—driven by consumer preferences for vegetarian and vegan products—introduces unique packaging challenges. These capsules exhibit different moisture sensitivity profiles compared to traditional gelatin, requiring carefully calibrated humidity controls throughout the packaging process to prevent brittleness or excessive softening.
DPP and DPH Series: Engineering Solutions for Modern Nutraceutical Production
Guangdong Rich Packing Machinery Co., Ltd. has developed comprehensive blister packaging solutions specifically engineered for nutraceutical manufacturing challenges. Their product portfolio addresses both mid-scale production requirements and high-volume manufacturing demands through two distinct technology platforms.
The DPP Series Flat Plate Blister Machine delivers versatility for manufacturers requiring flexibility across multiple product lines. This system accommodates both Alu-Alu and Alu-PVC formats, enabling producers to select barrier materials appropriate to specific product sensitivity levels. Alu-Alu configurations provide maximum protection for extremely moisture-sensitive formulations, while Alu-PVC options offer cost-effective solutions for less vulnerable products. The flat plate mechanism ensures consistent forming depth across various capsule sizes, critical for maintaining aesthetic presentation and preventing capsule damage during the sealing process.
For manufacturers operating at industrial scale, the DPH Series Roller Blister Machine provides continuous high-speed packaging capability. The roller design facilitates faster production cycles while maintaining the precise temperature and pressure controls essential for nutraceutical applications. This continuous motion system reduces mechanical stress on fragile plant-based capsules compared to intermittent plate systems, directly addressing the breakage concerns that plague many supplement manufacturers.
Both series integrate with Rich Packing’s broader production ecosystem, enabling seamless line integration from capsule filling through secondary cartoning. This systems approach eliminates compatibility issues between equipment from different manufacturers and simplifies validation processes for facilities operating under cGMP requirements.
Integration Advantages: From Filling to Final Packaging
The operational efficiency gains from integrated packaging lines extend well beyond simple equipment compatibility. When blister packaging machinery connects directly with upstream capsule filling systems and downstream cartoning equipment, manufacturers achieve significant reductions in material handling, contamination risk, and labor requirements.
Rich Packing’s integration capability proves particularly valuable given their comprehensive product portfolio. Facilities utilizing their CGN Series Semi-Automatic Capsule Filling Machine or NJP Series Automatic Capsule Filling Machine can implement blister packaging systems with pre-validated communication protocols and synchronized operational parameters. This integration eliminates the buffer storage typically required between filling and packaging operations, reducing facility footprint requirements and minimizing work-in-process inventory.
The company’s 48-member R&D engineering team—backed by over 32 years of accumulated expertise—provides the technical foundation for these integration capabilities. Their patent portfolio includes innovations specifically addressing nutraceutical production challenges, from anti-clumping systems for sticky gummy products to precision humidity controls that prevent plant-based capsule degradation during packaging.
Regulatory Compliance and Quality Assurance Considerations
As regulatory scrutiny of nutraceutical manufacturing intensifies globally, packaging equipment selection increasingly hinges on compliance credentials. Export-oriented manufacturers particularly require machinery that meets international standards across multiple jurisdictions.
Rich Packing maintains SGS, CE, ISO, and cGMP certifications, providing manufacturers with equipment that satisfies regulatory requirements across North American, European, and Asian markets. Their quality management systems ensure consistent machine performance and comprehensive documentation—critical factors during regulatory inspections and customer audits.
The company’s global service infrastructure further supports compliance objectives. With localized service centers established in the United States, United Arab Emirates, and Malaysia, manufacturers can access technical support and validation assistance regardless of facility location. This geographic coverage proves especially valuable during installation qualification and operational qualification phases, when equipment vendors must demonstrate machine capability through rigorous testing protocols.
Operational Efficiency Through Advanced Engineering

Beyond baseline functionality, modern blister packaging equipment must deliver measurable operational advantages that justify capital investment. Downtime reduction represents a primary concern, as format changeovers for different capsule sizes traditionally consume substantial production time.
Rich Packing’s modular design philosophy addresses this challenge through engineering approaches that minimize changeover complexity. While specific changeover timing varies by machine configuration and format variation, the modular mold systems enable faster transitions compared to conventional designs. This capability particularly benefits contract manufacturers serving multiple clients with diverse product specifications, where production scheduling flexibility directly impacts profitability.
The integration of PLC control systems with HMI interfaces provides operators with intuitive machine management capabilities. These control architectures enable rapid parameter adjustments for different products while maintaining comprehensive production records for quality assurance purposes. Real-time monitoring of critical process variables—sealing temperature, dwell time, forming pressure—allows immediate detection of deviations before they result in product defects or batch rejections.
Making the Strategic Equipment Selection
Selecting appropriate blister packaging machinery requires careful evaluation of current production requirements alongside future growth projections. Manufacturers must consider capsule size ranges, expected production volumes, required barrier properties, and integration needs with existing equipment.
For emerging nutraceutical brands or contract manufacturers handling frequent product changes, flexible flat plate systems offer the versatility needed to accommodate diverse customer requirements without maintaining excessive equipment inventory. Established brands with stable high-volume product lines achieve optimal efficiency through continuous roller systems that maximize throughput while maintaining consistent quality.
The availability of comprehensive support services—including the three-year warranty and lifetime maintenance programs offered by established manufacturers like Rich Packing—should factor significantly into equipment decisions. Packaging lines represent critical production assets, and extended downtime due to inadequate service support directly impacts revenue and customer commitments.
As the nutraceutical industry continues its growth trajectory through 2026 and beyond, manufacturers who invest in advanced blister packaging technology position themselves for competitive advantage. The combination of superior product protection, regulatory compliance, and operational efficiency delivered by modern packaging systems creates measurable value across the product lifecycle—from production floor economics through consumer satisfaction and brand reputation in increasingly competitive markets.
Related products
-
A comprehensive enterprise integrating scientific research, development, manufacturing and operation service of Continuous sucker rod, follow industry standard SY / T6585 “Continuous Sucker Rod” ,obtained the national small and medium-sized enterprise venture fund aid financially. The annual output reaches to 1.0 million meters and service capacity about 1000 wells.
Continuous sucker rod adopts quality chrome-molybdenum alloy steel rolled by special manufacturing process with round or elliptical section. Finished product is a combination of continuous sucker rods designed in different sizes and of different stresses, which are welded together through advanced welding procedure. No couplings exist. -
✔ Cost Efficiency – Precision CNC machining enables high-quality production at competitive costs, optimizing material use and reducing waste.
-
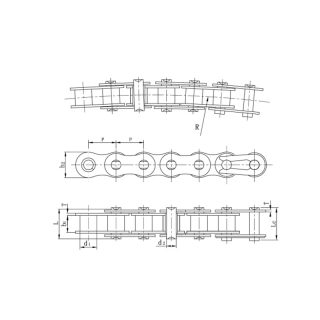
Side bow chains, also known as sidebow chains, are specially designed chains with a larger gap between the inner and outer link plates and the pin bushing than standard roller chains. This design allows the chain to have stronger lateral bending and twisting performance. The main feature of this chain is its flexibility, which allows it to bend and twist in multiple directions to adapt to different application scenarios.
-
-
Main products: Cookies (including extruded cookies and wire cut cookies), cupcakes (including sponge cake, chiffon cake, egg yolk pie etc.), coated cake.




Reviews
There are no reviews yet.